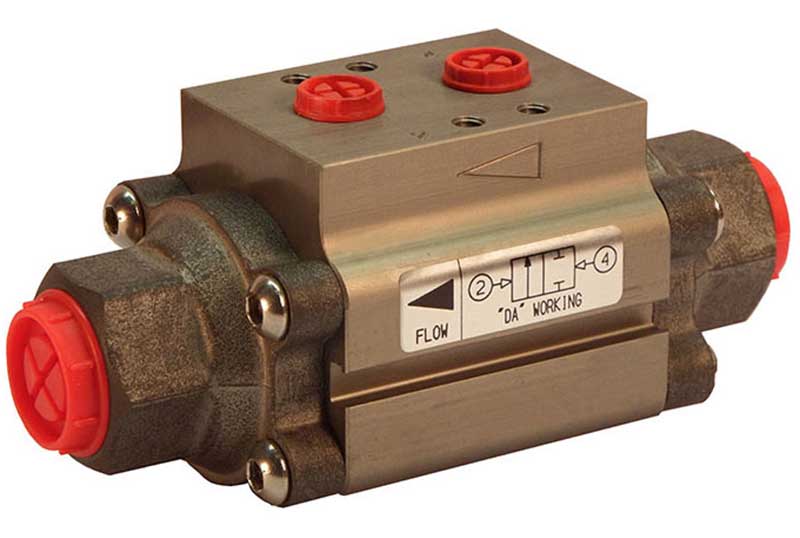
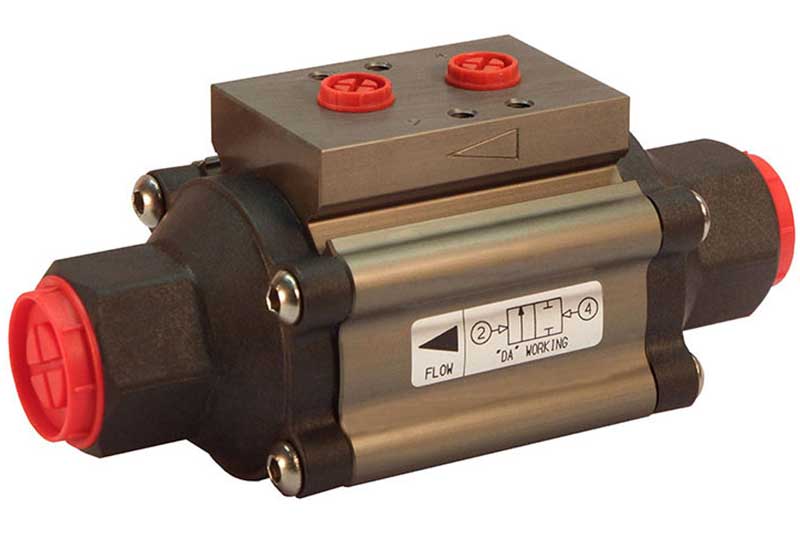
COAXIAL PNEUMATIC VALVES
Single/Double
acting ones valves
Alpha pompe S.p.A. manufactures Coaxial Pneumatic Valves, and it sells them with “FASTAIR” mark. The above mentioned valves series is composed of six different models, going from DN 15 (1/2″) to DN 50 (2″). There are two different Coaxial Pneumatic Valves versions: the double acting ones (DA) and the single acting ones (SR). Fastair Coaxial Pneumatic Valves are equipped with on-off operator and are suitable for group 2 type fluids (not dangerous).
Inside the coaxial valves there is a pneumatic start up, it can be commanded through a 1/8” GAS/NPT interface or through a Namur electro valve. The pneumatic doors are powered one after the other, this lets the valve open or close. Interception valves aren’t normally suitable for great bearings, on the contrary they are perfect for pneu-matic purposes and as control valves. They could not replace the couple actuator-valve but they are useful in easing application in different places, basing on different needs. There are several surface treatments that can be applied on the whole product range, in order to satisfy the customer requirements (anodizing, chemical nickel plating or hard anodizing + PTFE coating).




FEATURES
| PILOT FLUID | Dry or lubricated compressed air, 30 um filtered (ISO 5873 Part 1, Class 5) |
| PILOT FLUID PORTS | 1/8″ GAS (optional NPT) NAMUR connection for 1/4″ solenoid valves |
| PILOT PRESSURE | DA (double acting) = 3 – 8 BAR SR (spring return) = 4,3 – 8 BAR |
| FLUID | Group 2 – NOT DANGEROUS |
| WORKING TEMPERATURE | -40 + 150°C |
| WORKING PRESSURE | MAX 16 BAR (PN 16) |
| VACUUM SEALING | 740 mmHg (97,4%) |
| VALVE THREAD | GAS UNI 221 |
Treatment
HARD ANODIZING Electrolytic process that produces an anodic layer on aluminum (ALUMINE), with 50 um thickness. Alumine is one of the hardest known materials, surface hardness 400-600 HV (45-65 HRC). Its mechanical properties and chemical resistance are well appreciated.
ELECTROLESS NICKEL-PLATING Electroless chemical process gives a nickel and phosphor (max 12%) layer. 20 um constant thickness also on shapes, blind-holes, threads and recesses. Surface hardness 400-480 HV (45-55 HRC).
HARD ANODIZING + PTFE COATING It is a further improvement of hard anodizing, with a 20 um coating made of PTFE. Oxide hardness (for internal parts subject to wear), and excellent chemical/thermal resistance of PTFE (for external surfaces subject to corrosion) are summed.
Operation is indipendent from internal fluid pressure. Easy assembly in any position, no external moving part. Double sealing on fluid for long duration. Low air consumption. Type “B“ seat (6,5×3,5 mm) on body for proximity micro-switch.
Aluminium adhesive nameplates, with progressive serial number punched. Running test and 100% seal test carried out with electronic equipment and certification of each individual product.
| PART | MATERIAL | STANDARD TREATMENTS | SPECIAL TREATMENTS |
|---|---|---|---|
| BODY | EN AW 6063 Extruded Aluminium | Hard anodizing 50 um | Chemical nickel-plating or PTFE coating |
| COVER | EN AB 46400Aluminium | Anodizing 30 um | Chemical nickel-plating or PTFE coating |
| PISTON | EN AW 6063 Extruded Aluminium | Hard anodizing 50 um | – |
| DIAPHRAGM | AISI 316 Stainless Steel | – | – |
| GASKETS | NBR | – | FPM/FKM, Silicone |
| SPRING | AISI 302 Stainless Steel | – | – |
Optional: Magnetic ring for proximity micro-switch